By Scott Miller on June 20, 2017

Vertical form fill seal (VFFS) packaging machines are used in almost every industry today, for good reason: They are fast, economical packaging solutions that conserve valuable plant floor space. Whether you're new to packaging automation or already have multiple systems, chances are you're curious as to how they work. In this article, we are walking through how a vertical form fill seal machine turns a roll of packaging film into a shelf-ready finished bag.
Simplified, vertical form fill seal machines take a large roll of film, form it into a bag shape, fill the bag with product, and seal it, all in a vertical fashion, at speeds of up to 300 bags per minute. But there's a lot more to it than that:
1. Film Transport & Unwind
 Vertical packaging machines use a single sheet of film material rolled around a core, usually referred to as rollstock. This material can vary from polyethylene, cellophane laminates, foil laminates and paper laminates. The roll of film is placed on a spindle assembly at the rear of the machine.
Vertical packaging machines use a single sheet of film material rolled around a core, usually referred to as rollstock. This material can vary from polyethylene, cellophane laminates, foil laminates and paper laminates. The roll of film is placed on a spindle assembly at the rear of the machine.
When the VFFS machine is operating, the film is pulled off the roll by two film transport belts. Each is positioned on the sides of the forming tube which is located at the front of the machine. An optional motor-driven surface unwind wheel (power unwind) may be installed to drive the film roll as an assist to the driving of the two film transport belts. This option improves the unwinding process, especially when the film rolls are heavy.
2. Film Tension
 During unwinding, the film is unwound from the roll and passes over a dancer arm
During unwinding, the film is unwound from the roll and passes over a dancer arm
which is a weighted pivot arm located at the rear of the machine. The arm incorporates
a series of rollers. As the film transports, the arm moves up and down to keep the film
under tension. This ensures that the film will not wander from side to side as it is moving.
3. Optional Printing
After the dancer, the film then travels through the printing unit, if one is installed. Printers
may be thermal or ink-jet type. The printer places desired dates/codes on the film, or may
be used to place registration marks, graphics, or logos on the film.
4. Film Tracking and Positioning
 Once the film has passed under the printer, it travels past the registration photo eye. The registration photo eye detects the registration mark on printed film and in turn, controls the pull down belts in contact with the film at the forming tube. The registration photo eye keeps the film positioned correctly so the film will be cut in the appropriate spot.
Once the film has passed under the printer, it travels past the registration photo eye. The registration photo eye detects the registration mark on printed film and in turn, controls the pull down belts in contact with the film at the forming tube. The registration photo eye keeps the film positioned correctly so the film will be cut in the appropriate spot.
Next, the film travels past the film tracking sensors. The complete transport carriage assembly is shifted side to side to guide the web. Sensors detect the edge of the film. If the edge of the film shifts out of position, a signal is generated to move the actuator and cause the carriage to shift to one side or the other as needed to bring the edge of the film back to the correct position.
5. Bag Forming
 From here, the film enters a forming tube. As it crests the shoulder (collar) on the forming tube, it is folded around the tube so that the end result is a tube of film with the two outer edges of the film overlapping each other.
From here, the film enters a forming tube. As it crests the shoulder (collar) on the forming tube, it is folded around the tube so that the end result is a tube of film with the two outer edges of the film overlapping each other.
The forming tube can be set up to make a lap seal or fin seal. A lap seal overlaps the two outer edges of the film to create a flat seal, while a fin seal marries the insides of the two outer edge of film to create a seal that sticks out, like a fin. A lap seal is generally considered more aesthetically pleasing and uses less material than a fin seal.
A rotary encoder is placed near the shoulder (collar) of the forming tube. The moving film in contact with the encoder wheel drives it. A pulse is generated for every length of movement, and this is transferred to the PLC (programmable logic controller). The bag length setting is set on the HMI (human machine interface) screen as a number and once this setting is reached the film transport stops.
The film is drawn down by two gear motors which drive the friction pull down belts located to either side of the forming tube. Pull down belts that utilize vacuum suction to grip the packaging film can be substituted for friction belts if desired.
6. Bag Filling and Sealing
 Once the film stops moving, the vertical sealer bar, which is hot, moves forward and
Once the film stops moving, the vertical sealer bar, which is hot, moves forward and
makes contact with the vertical overlap on the film. The vertical seal bar presses itself
against the forming tube and makes the vertical seal.
The heated horizontal sealing jaws come together to make the top seal of one bag and the bottom seal of the next bag. While the sealing jaws are closed, the product that is being packaged is dropped down the forming tube and filled into the bag. A filling apparatus like a multi-head scale or auger filler is responsible for the correct measurement and release of discrete quantities of product to be dropped in to each bag.
7. Bag Discharge
 After the product has been released into the bag, the knife moves forward and cuts the bag. The jaw opens and the packaged bag drops. This is the end of one cycle on a vertical packaging machine. Depending upon the machine and bag type, VFFS equipment can complete between 30 and 300 of these cycles per minute.
After the product has been released into the bag, the knife moves forward and cuts the bag. The jaw opens and the packaged bag drops. This is the end of one cycle on a vertical packaging machine. Depending upon the machine and bag type, VFFS equipment can complete between 30 and 300 of these cycles per minute.
The finished bag can be discharged into a receptacle or onto a conveyor and transported to downline equipment like check weighers, x-ray machines, case packing, or carton packing equipment.
Interested in learning more about how vertical form fill seal machines can increase the efficiency of your operations and enhance your bottom line? Click through below to learn more:
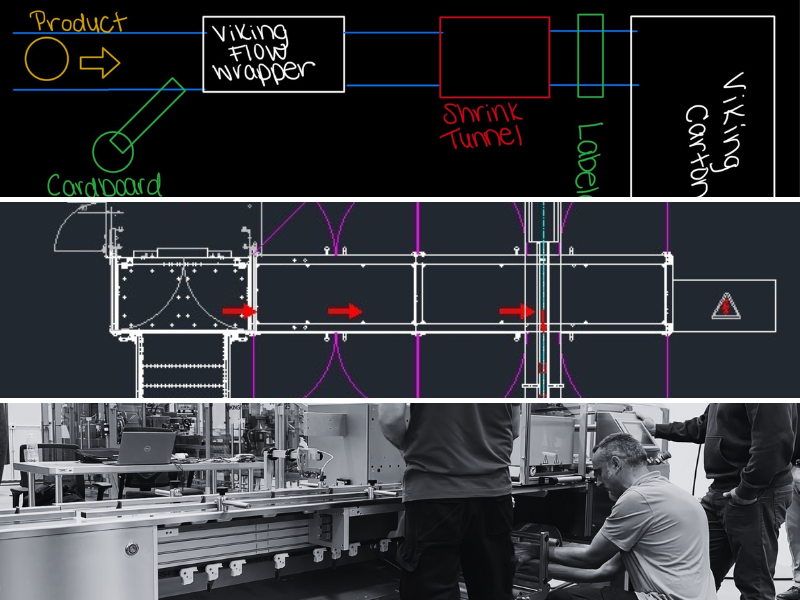
Optimizing packaging efficiency: The role of Flow Wrapping Machines in integrated systems

Top this: How Domino’s packages its toppings 60% faster
