
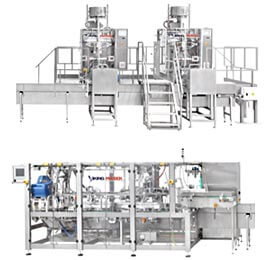
In-stock
packaging equipment
is the perfect solution for contract packagers or any company needing machinery on shorter lead times.

package boldly
Packaging Machines





ROI CALCULATOR
How long will it take for a packaging machine investment to pay for itself?

Packaging Machines Built for these
Industries

Keep up with the latest
Blog & Trade shows

Tariffs aren’t new, but their impact on global trade and capital investment—specifically, on packaging equipment, materials, and components—decisions has become increasingly hard to ignore. From blanket tariff announcements to targeted sector-specific measures, these government-imposed fees on imported goods can disrupt even the most well-prepared supply chains.

Sweets & Snacks Expo
May 12 - 13, 2025
2025-05-12
2025-05-13

Pack Expo Southeast
March 10 - 12, 2025
2025-01-27
2025-03-13

Specialty Coffee Expo
April 25 - 27, 2025
2025-04-25
2025-04-27

CPA Annual Meeting
Feb. 4 - 6, 2025
2025-02-04
2025-02-06
Don't take it from us, hear from
Our Clients
